西门子s7-200 SMART在纸托生产的应用方案
1.项目简介:
当前国内的纸托生产厂家以中小企业为主,自动化程度很低,大多数生产厂家除了成型机方面会用到PLC,触摸屏,以及烘干线用到变频器,其余都为常规控制电路。并且制浆,成型,烘干,整形四个工艺流程都是独立进行,生产工艺衔接只能靠现场管理人员的经验进行操作。通常会出现以下问题:原料的供给过快或供给不上。成型速度过快,烘干线不能及时烘干,造成湿产品积压。烘干速度过剩,浪费能源(木材,煤炭,天然气)。热压整形速度跟不上等问题。鉴于这种些问题的出现,设计一套简单优化,并且经济的联网解决方案非常必要,西门子经济型控制方案的设计,不仅给客户节省了生产时间,提高了生产效率。还大大减少了人工支出费用。


成型与烘干
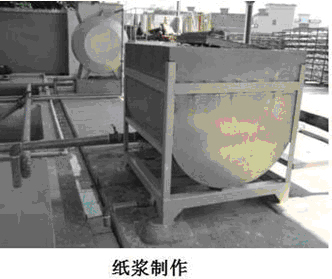
2.纸托生产工艺:
传统的纸托生产工艺分为纸浆制造,机器成型,产品烘干和热压整形四个过程。纸浆制造是指把原料,例如废报纸、长纤维纸板等投入碎浆机混入水制成纸浆,并把纸浆放入供浆池。机器成型是指把纸浆供入成型机的浆桶,通过真空把纸浆吸入成型机里面的模具,从而生产出一定形状的湿状纸托。烘干是指把湿的纸托进行室外晾干或者送入烘干线把纸托烘干。热压整形是指把干的纸托(通常由于热胀冷缩问题,烘干的纸托会起皱变形,不能直接用于包装产品)放入装有纸托形状模具的热压机,通过热压重塑产品形状,并且使产品压缩更加结实。

模具
3.控制系统选型:
控制系统主要有三部分组成:控制器,触摸屏及变频器,在XXXXXX设备自控系统的选型中,采用了西门子的小型自动化解决方案:S7-200 SMART,SMART LINE和V20变频器,主要基于以下因素:
1. S7-200 SMART集成以太网接口,可用于下载程序或与其他设备通讯,兼容性好,能够适应比较恶劣的工作环境;
2. SAMRT LINE触摸屏能以64K真彩显示,也集成了标准的以太网接口,与S7-200 SMART配合使用,通讯速度更快,也能够连接多台控制其;
3. V20变频器安装体积小,集成度高,使用内置的连接宏和应用宏就可轻松完成设置,能在恶劣工况下稳定运行。
八面转鼓式蛋托成型机是一种典型的纸托生产设备机型,从工艺上由配浆系统、成型系统、烘干系统和整形系统组成,各系统的具体构成如下:
配浆系统:22kw碎浆机两台,5.5kw供浆泵6台,4kw供水泵两台;
成型系统:六台半自动往复送料成型机,该成型机由气缸推动,配备S7-200 SMART PLC和SMART LINE触摸屏;
烘干系统:采用天然气为能源的55米烘干线。该设备由两台燃气式燃烧机,2台4kw抽湿风机,6台5.5kw循环风机,和7.5kw带变频驱动的链轮电机组成;
整形系统:由八台5吨气液热压机组成。
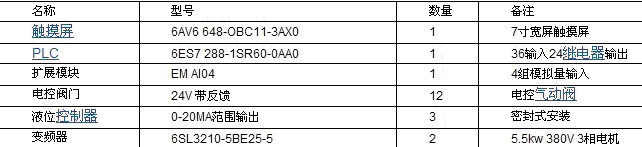
配浆系统电箱主要控制部件:
1.配浆系统介绍:
22kw碎浆机半个小时可以生产纸浆55kg。浆池分为浓浆池,配浆池,和供浆池。三个浆池容积都为12m3
2.整套方案可以做到以下动作:
自动提示加入制浆原材料,然后自动混加水,然后在设定好的时间内把原料碎成纸浆。自动把纸浆排放到相应的池子,并混水调节到需要的浓度。
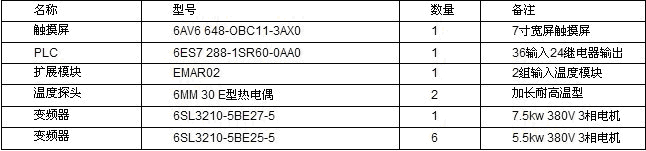
烘干系统主要控制部件:
该控制系统可以清楚的显示烘干线的工作状态,同时根据PLC的智能曲线控制,使温度和链轮运行速度,循环风机速度相应匹配,自动调节。另外加入了计数装置,可以计算烘干产品的数量。通过设定参数,还可以知道烘干的产品总重量。
中心控制电箱主要部件:

通过传统的网线,把九个PLC同时连入交换机,中心工作台上面的10寸触摸屏作为监控和设置主机。
整套方案简洁明了,投入成本低,自动化,智能化得到大大的提升。
中心控制台的作用是监视整个工厂的生产状况,同时协调四个工艺的进行。控制上,通过对PLC进行编程,可以对个个数据进行加减乘除运算,例如制浆系统里的原材料消耗,纸浆消耗,浓度换算,成型系统的数量统计,消耗纸浆重量统计等等。
总结:
国内中小型生产厂家的自动化改造对提高中国现行工业产能具有非常重要的意义。西门子SMART系列小型自动化解决方案的推出,就助推了这一方向的发展。现行的这套改革方案,通过了厂家的验收,对比同一类型的普通厂家,该方案大大提高了厂家的生产能力,同时,使整个生产安排更加简单有效的运行。我相信,随着西门子公司的中国本地化发展,更多灵活,经济,多元化的控制方案将出现在各个领域,为中国的工业发展起到越来越重要的作用。